
- $
公告:

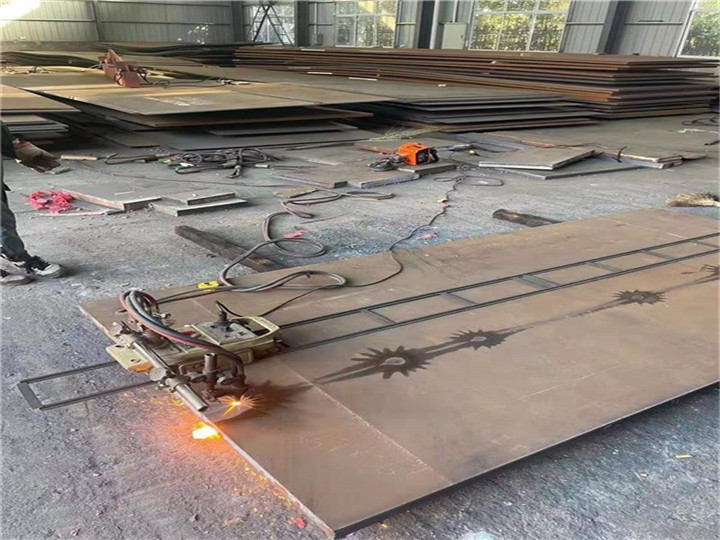
厚度大于50mm的Nm450耐磨钢板通常采用火焰切割,也称为氧气切割。过程一般如下:
(1) 根据高耐磨nm450的切割厚度,安装孔径合适的切割喷嘴;
(2) 将氧气和气体压力调节至规定值; 切割nm450耐磨钢板的最佳方法

(3) 用切割点火器点燃预热火焰,然后缓慢打开预热氧气阀,调整火焰白色中心的长度,使火焰变成中性火焰,预热起点;
(4) 在切割起点,仅使用预热火焰加热,切割喷嘴垂直于nm450耐磨钢板表面,火焰白心尖端距nm450耐磨钢板表面1.5~2.5mm;
(5) 当起始点达到燃烧温度(红色)时,打开切割氧气阀并立即切割;
(6) 确认切割到nm450耐磨板下表面后,沿切割线以适当速度移动切割喷嘴,继续向前切割;
(7) 切割结束后,先关闭切割氧气阀,然后关闭预热火焰氧气阀。
一、 按长度切割
上浆方法包括触球上浆和非在线上浆切割:
(2) 也就是说,切割机的定长脉冲信号由定长触摸球发送,但由于坯料表面氧化皮的导电性较差,尽管遇到了触摸球,但可能接触不好。为了防止误切,系统使用拉矫机的速度信号进行积分运算来计算钢坯长度,并将其与定长信号进行比较,以确保定长信号的准确性。
(3) 非在线定长剪切
(4) 使用专用的离线nm450耐磨板钢坯长度测量装置,根据钢坯热辐射的原理,通过探头将钢坯区域锁定在导轨中。当钢坯进入该区域并占据整个区域时,发送定径信号,然后发出切割命令。
二、氧气切割的基本原理和过程。
氧气切割是利用气体火焰的热能将工件的切割部位预热到燃点,然后喷射高速切割氧气流,使金属燃烧并释放热量,实现切割的一种方法。气割过程分为三个阶段:
(1) 在预热气割开始时,使用气体火焰(氧乙炔火焰或氧丙烷火焰)将工件要切割的地方预热到这种金属材料的燃烧温度-燃点(碳钢约1100~1150℃)。

⑵ 燃烧喷射出高速切割氧气流,这使得已达到点火点的金属在氧气流中剧烈燃烧并生成氧化物。
(3) 吹渣金属燃烧产生的氧化物被氧气流吹走,形成一个缺口,以分离金属并完成切割过程。
三、 氧气切割的三个条件: 切割nm450耐磨钢板的最佳方法
金属材料的氧气切割应满足以下三个条件:
1) 金属燃烧产生的氧化物的熔点应低于金属的熔点,并且流动性应良好。
2) 金属的燃点应低于熔点。
3) 当金属在氧气流中燃烧时,它可以释放大量热量,并且金属本身的热导率应较低。
满足上述气割条件的金属包括纯铁、低碳钢、中碳钢、低合金钢和钛。其他常用的金属材料,如铸铁、不锈钢、铝和铜,不能被氧气切割,因为它们不符合这三个条件。目前,这些材料常用的切割方法是等离子弧切割。
山东源达旺耐磨板现货具有很高耐磨性能和较好冲击性能好,能够进行切割、弯曲、焊接等,可采取焊接、塞焊、螺栓连接等方式与其他结构进行连接,在维修现场过程中具有省时、方便等特点,广泛应用于冶金、煤炭、水泥、电力、玻璃、矿山、建材、砖瓦等行业,与其他材料相比,有很高的性价比,已经受到越来越多行业和厂家的青睐。




 在线咨询
在线咨询